Alba Manufacturing’s pallet handling heavy duty conveyor systems are specifically engineered for seamless integration with robotics, automated equipment, and other industrial technologies, making them ideal for a wide range of automated material handling applications.
At the core of Alba’s solutions is durability and modularity. Their heavy-duty conveyors—including Chain Driven Live Roller (CDLR), drag chain, and transfer conveyors—are built to withstand demanding environments such as those found in automotive, food processing, appliance manufacturing, and general distribution. These conveyors are designed to move large loads—often 2,500 lb. or more—efficiently and reliably.
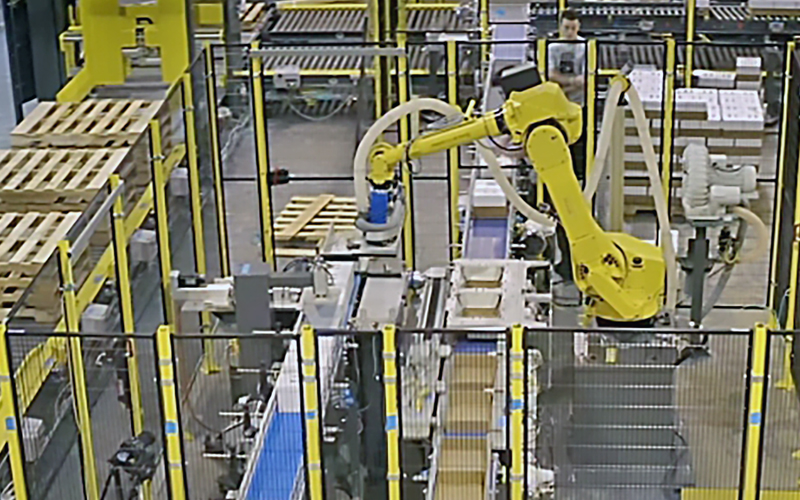
What sets Alba apart for robotic integration is the precision and consistency of their systems. In robotic palletizing or depalletizing applications, Alba conveyors can feed empty pallets to a robot build zone using a pallet dispenser, then transport completed pallets to a pick-up point where a fork truck or AGV (Automated Guided Vehicle) collects them. The conveyors’ controlled movement and robust frames ensure that robotic arms can operate without interruption or misalignment. Alba also offers features like photo-eyes, ultrasonic sensors, and proximity switches to support accurate robotic timing and positioning, crucial for collaborative robots (cobots) that require repeatable precision.
Alba’s equipment is also commonly used as part of larger automation systems involving PLCs, stretch wrappers, turntables, and vertical lifts. Our conveyors can be integrated with control panels or custom logic to sync with a facility’s overall production flow, ensuring real-time responsiveness and system-wide optimization.
By working closely with system integrators, OEMs, and distributors through its Alba Partner Network, Alba provides not only the hardware but the integration support needed to deliver complete, turnkey pallet handling systems. Whether the goal is to automate palletizing in a bakery, streamline parts movement in an automotive plant, or increase throughput in a packaging facility, Alba’s heavy-duty conveyors serve as the foundation for scalable, automated operations.



{kind=link}
{kind=link}
{kind=link}