This application entails moving multiple 4,000 lbs. metal bins containing solid waste between floors within a recycling facility.
Alba was asked to supply a major OEM of Vertical Lifts with worldwide exposure, a heavy-duty pallet conveyor for transporting two 5 ft. x 5 ft. x 5 ft. metal bins with a 3-inch wide picture frame bottom. Normally, we’d support the conveyor every five feet. But our Alba Partner explained that there was an obstruction prohibiting this design which required us to provide supports on ten-foot centers.
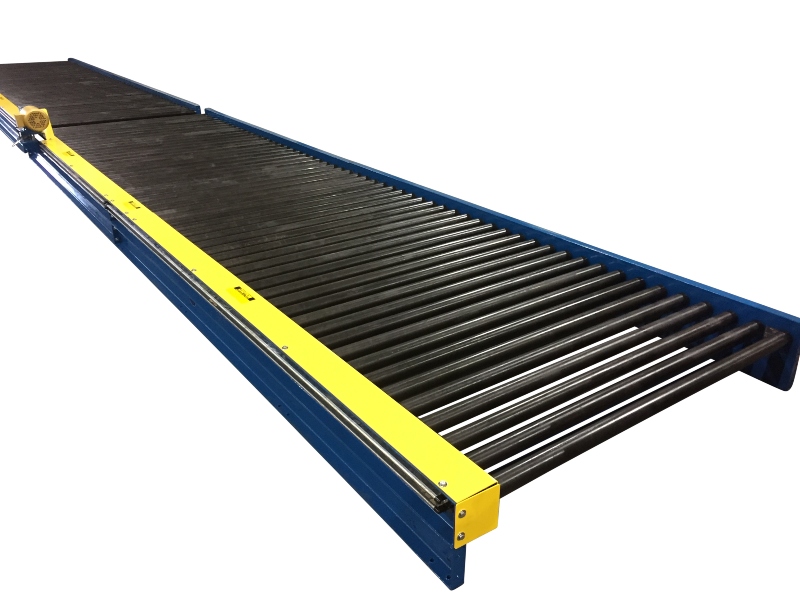
The ultimate solution – a Chain Driven Live Roller (CDLR) Conveyor with a special support structure. The conveyors were supplied with a full length, six-inch structural channel support on each side of the conveyor to support the required weight.
Conveyor Specifications
Model No. 29760-4.5 Chain Driven Live Roller Conveyor
Length: 12’ 0″ overall
Rollers: 2-9/16″ diameter x 7 gauge, 11/16″ hex axle
Effective Width: 66″
Support: Full length 6-inch channels
Motor: 1-1/2 HP Baldor Super “E” motor set high, with Dodge Tigear II reducer
Elevation: 10-1/4″ top of roller
Paint: Alba blue with safety yellow guards
Best Value-Added Feature
Running the full length of the conveyor, we mounted a unistrut on each side which allowed for flexibility in the field to easily adjust each photo eye location.
Overall, the conveyor in and of itself wasn’t complex, but integrating it in with other equipment and facility limitations required a bit more forethought. Thanks to our pre-designed/pre-engineered conveyor modules, we supplied a unique solution quickly and affordably to the OEM, our Alba Partner and their client.

Alba Manufacturing is your full-service, turnkey systems provider for your conveyor application needs. Call us to locate your nearest Alba Partner Network Member to assist with your next project at 866.252.2634 or visit our website at www.albamfg.com



{kind=link}
{kind=link}
{kind=link}