We all remember taking the rock hard, chalky vitamins as kids, the fact they were available in our favorite cartoon characters was almost enough to distract us from the texture and taste…almost. Today, thankfully daily vitamins are available in gummy form with much more pleasant flavors and improved dietary value.
The global gummy vitamins market is expected to reach $10.6 billion by 2025.1 Millennials prefer consuming gummies due to busier lifestyles, rising disposable incomes, growing awareness of preventive healthcare issues, and maintaining better health. Other factors driving the demand for gummy vitamins include the rise in incidences of vitamin deficiencies and undernourishment problems in developing and underdeveloped countries.
This case study features a palletizing line created for a gummy vitamin manufacturer brought to Alba Manufacturing by our integration partner, Weldon Solutions out of York, PA.
Weldon was tasked with designing and building an automated palletizing cell for cartons of product. These cartons needed to be palletized and wrapped prior to being shipped to various distribution channels. Alba’s assortment of pallet handling products served as the material handling basis of Weldon’s robust and efficient robotic palletizing system.
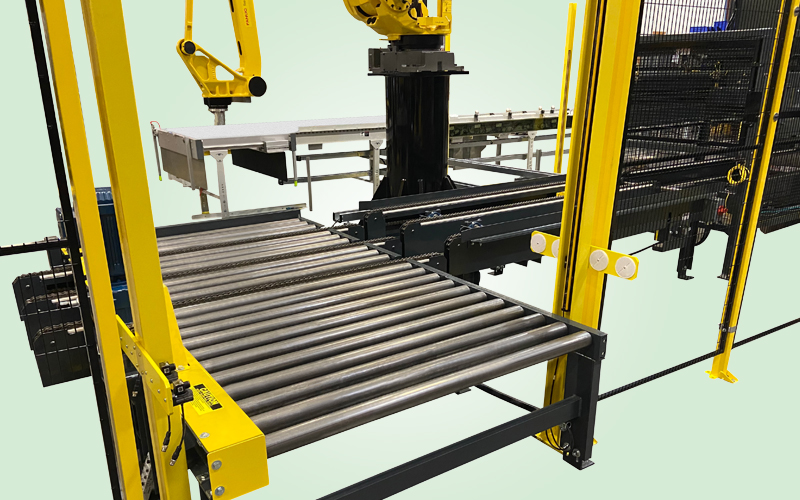
The process begins with a single empty pallet being conveyed onto the palletizing zone consisting of Alba’s standard DC-R80 3-Strand Drag Conveyor. This conveyor includes side guides with angled lead-ins, locating the pallet laterally while pivoting style pop-up stops position the pallet’s leading edge ensuring the pallet’s precise and consistent location prior to the palletizing process.
Once Weldon’s robot is finished building the pallet, a 3,000 lb. pallet of gummy vitamins is then conveyed to the adjacent 3-strand pop-up chain transfer where Alba’s heavy-duty transfer design allows full pallets to make a 90° directional change. Alba’s unique transfer design uses a pneumatic cylinder connected to a cam and tie rod creating a “positive lifting motion” allowing pallets to remain square and level as the transfer strands raise or lower the pallet onto (or off of) the static CDLR rollers.
Due to the customer’s anticipated growth, Weldon requested that the transfer include pass-through capability allowing the end customer to scale up future production to include additional palletizers. For this reason, Alba supplied our Thru-Drive Side Transfer (TDST) with transfer strands extending through the CDLR’s chain guard. This unique capability allows omni-directional pallet handling to Alba’s already industry-leading robust transfer design.
Since this pass-thru functionality wasn’t needed immediately, Weldon requested a bolt-on (removable) adjustable back stop to assist in pallet alignment during the initial project phase. After being transferred, the pallet would ultimately be conveyed to a stretch wrapper (not shown in the photos), and out of the palletizing cell.
The implementation of Alba’s pallet handling equipment reduced the safety risks and the high costs associated with fork truck pallet handling. This palletizing cell was able to efficiently automate an otherwise complicated and labor-intensive operation. The robustness of Alba’s welded structural steel constructed equipment ensures the process will continue long into the future.
Product Specifications
- Product Type: One (1) DC-R80-3S 3-Strand RC-80 Drag Chain Conveyor. One (1) TDST/TFT251160-4.50-3S Chain Driven Live Roller Conveyor with 3-Strand 90° Transfer
- Chain Strands: On 17-1/4″ Centers
- Rollers: 2-1/2″ Diameter x 11 Gauge Rollers on 4-1/2″ Roll Centers
- Effective Width: 52″ (CDLR Conveyor)
- Motor: 1 HP and 1-1/2 Baldor Super “E” Motors
- Elevation: 24″ Top of Roller / 26-5/8″ Top of Chain
- Paint: Alba Blue with Safety Yellow Guards
Value-Added Features
Blade Stops, Back Stops, End Stops & Side Guides
About Us
Alba Manufacturing, established in 1973, engineers and designs heavy-duty roller conveyor systems. Our systems consist of chain driven live roller (CDLR), zero pressure accumulation, drag chain, gravity, lift and rotate, pallet stackers and dispensers, turntables, chain transfers and transfer cars. Our corporate office and manufacturing facility is located in Fairfield, Ohio, approximately 30 minutes north of Cincinnati, Ohio.
For more information regarding this application/solution, please contact us via phone at 866.252.2634; via web at www.albamfg.com or via email at RockSolidConveyor@albamfg.com.



{kind=link}
{kind=link}
{kind=link}